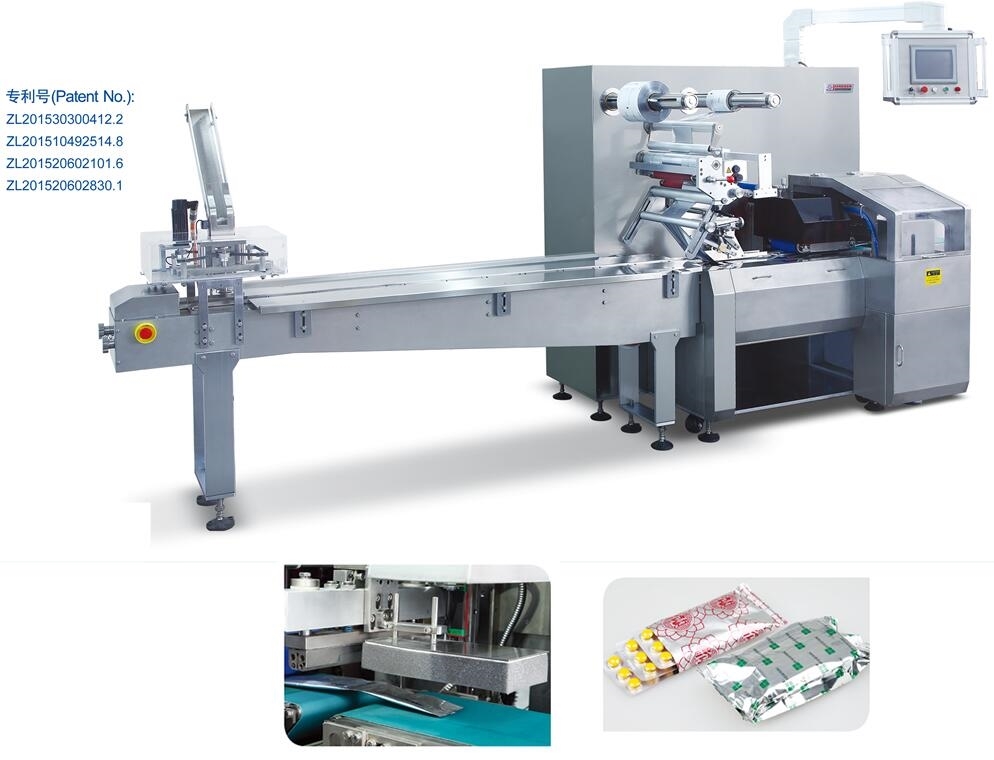
高速往復(fù)式枕式包裝機(jī)中鋁塑復(fù)合膜的熱封優(yōu)化是提升包裝密封性、效率及產(chǎn)品穩(wěn)定性的關(guān)鍵。以下是系統(tǒng)性優(yōu)化方案,涵蓋材料、工藝、設(shè)備及質(zhì)量控制等方面:
一、材料特性分析與選型
1、鋁塑復(fù)合膜結(jié)構(gòu)優(yōu)化
- 層間匹配性:確保鋁箔層(如1235鋁箔,厚度9-12μm)與塑料層(如PE、CPP或PET,厚度40-60μm)的熱封性能匹配,避免分層或熱收縮差異。
- 涂層選擇:優(yōu)先選用耐高溫、低摩擦系數(shù)的涂層(如PVDC、ACA涂層),提升熱封穩(wěn)定性和抗污染能力。
- 厚度均勻性:控制膜厚公差(±5%),避免局部熱封不均。
2、材料預(yù)處理
- 表面清潔:在線配置靜電消除器或毛刷輥,清除膜面粉塵或油污,防止熱封虛封。
- 預(yù)熱處理:對(duì)低溫環(huán)境(如冬季)下的膜材,增加預(yù)熱輥(溫度40-50℃)提升材料韌性。
二、熱封工藝參數(shù)優(yōu)化
1、溫度控制
- 熱封溫度范圍:
- 鋁塑復(fù)合膜典型熱封溫度為180-230℃(如PE層)或220-260℃(如CPP層),需根據(jù)涂層類型調(diào)整。
- 高速包裝需適當(dāng)提升溫度(+5-10℃),補(bǔ)償熱封時(shí)間縮短的影響,但避免超過(guò)280℃導(dǎo)致鋁層脆化。
- 加熱系統(tǒng)穩(wěn)定性:
- 采用閉環(huán)溫控系統(tǒng)(PID+熱電偶反饋),確保溫度波動(dòng)≤±2℃。
- 熱封刀表面鍍硬鉻或陶瓷涂層,減少粘連和溫度損失。
2、壓力與時(shí)間調(diào)節(jié)
- 壓力設(shè)置:
- 氣壓范圍0.3-0.5MPa,需均勻分布(通過(guò)氣囊或彈性硅膠墊緩沖),避免局部壓強(qiáng)過(guò)大損傷鋁層。
- 往復(fù)式機(jī)型需注意壓力同步性,避免因機(jī)械振動(dòng)導(dǎo)致壓力波動(dòng)。
- 熱封時(shí)間:
- 高速包裝下熱封時(shí)間通常為0.2-0.5秒,需結(jié)合溫度與壓力綜合調(diào)整。
- 增加冷卻定型時(shí)間(如延長(zhǎng)至0.3秒),防止高速牽引導(dǎo)致封口變形。
3、冷卻系統(tǒng)優(yōu)化
- 冷卻方式:
- 熱封后立即冷卻(如水冷輥溫度≤40℃或風(fēng)冷),快速固化封口,提升封口強(qiáng)度。
- 避免急冷:鋁塑膜冷熱收縮率差異大,需梯度冷卻(如先空冷0.1秒再?gòu)?qiáng)制冷卻)。
- 冷卻板設(shè)計(jì):
- 使用高導(dǎo)熱材料(如鋁合金)并鏡面拋光,減少膜材粘連。
三、設(shè)備結(jié)構(gòu)改進(jìn)
1、熱封刀設(shè)計(jì)
- 形狀優(yōu)化:采用圓角或梯形熱封刀(R角≥1mm),減少應(yīng)力集中,避免鋁層破裂。
- 表面處理:噴涂防粘涂層(如特氟龍)或鑲嵌陶瓷導(dǎo)條,降低封口剝離力。
- 往復(fù)式動(dòng)態(tài)補(bǔ)償:集成位移傳感器,實(shí)時(shí)調(diào)整熱封刀平行度(誤差≤0.1mm)。
2、張力控制
- 恒定張力:通過(guò)舞輥+伺服電機(jī)系統(tǒng),保持膜材張力波動(dòng)≤5%,防止熱封時(shí)膜材拉伸變形。
- 分區(qū)張力:對(duì)多層復(fù)合膜,獨(dú)立控制各層張力,避免層間錯(cuò)位。
3、防偽與檢測(cè)集成
- 在線監(jiān)測(cè):加裝紅外測(cè)溫儀實(shí)時(shí)監(jiān)控?zé)岱鉁囟龋蛲ㄟ^(guò)超聲波檢測(cè)封口密度。
- 瑕疵標(biāo)記:對(duì)漏封、燙穿等缺陷自動(dòng)標(biāo)記,便于后續(xù)剔除。
四、工藝穩(wěn)定性保障措施
1、參數(shù)標(biāo)準(zhǔn)化
- 建立熱封參數(shù)數(shù)據(jù)庫(kù)(如溫度-壓力-速度矩陣),針對(duì)不同膜材預(yù)設(shè)工藝曲線。
2、動(dòng)態(tài)補(bǔ)償機(jī)制
- 速度自適應(yīng):當(dāng)包裝機(jī)速度提升時(shí),自動(dòng)增加溫度5-8℃或延長(zhǎng)熱封時(shí)間0.1秒。
- 環(huán)境補(bǔ)償:在高溫高濕環(huán)境(如RH>70%)下,提高熱封溫度5℃并降低冷卻水溫。
3、定期維護(hù)
- 熱封刀清潔:每班次結(jié)束后用酒精擦拭熱封刀表面,防止殘留物堆積。
- 關(guān)鍵部件檢查:每周檢測(cè)加熱管絕緣性、氣壓管路密封性及冷卻輥磨損情況。
鋁塑復(fù)合膜在
高速往復(fù)式枕式包裝機(jī)中的熱封優(yōu)化需綜合考慮材料特性、工藝參數(shù)、設(shè)備精度及環(huán)境因素。通過(guò)精準(zhǔn)溫控、壓力補(bǔ)償、冷卻定型及在線監(jiān)測(cè),可實(shí)現(xiàn)封口強(qiáng)度提升20%-30%,同時(shí)降低廢品率和能耗。建議結(jié)合具體生產(chǎn)條件進(jìn)行試機(jī)驗(yàn)證,逐步迭代優(yōu)化方案。
 掃一掃,關(guān)注微信
掃一掃,關(guān)注微信